




An Overview of Reactive Dye

Sohel Hossain
B.Sc in Textile Engineering
The People’s University of Bangladesh
Email: smasud39@gmail.com
Introduction:
Reactive dyes are probably the most popular class of dyes to produce ‘fast dyeing’ on piece goods. These were first introduced a little over 40 years based on a principle which has not been used before. These dyes react with fibre forming a direct chemical linkage which is not easily broken. Their low cost, ease of application, bright shades produced by them coupled with good wash fastness make them very popular with piece good dyers. Even in threads these classes are gaining in popularity for cotton sewing.
Theroy:
A dye which is capable of reacting chemically with a substrate to from a covalent dye-substrate linkage is known as a reactive dye.
Here the dye contains a reactive group and this reactive group makes covalent bond with the fibre polymer and act as an integral part of fibre .This covalent bond is formed between the dye molecules and the terminal –OH (hydroxyl) group cellulosic fibres or between the dye molecules and the terminal amino (-NH 2) group of polyamide fibres.
The general formula of reactive dye can be written as following
D-X-Y
Here,
- D=Dye part( colour producing part).
- X=Bridge.
- Y=Functional group.
This is shown in reactions beiow-
D-SO2-CH2-CH2-SO3Na+HO-Cell= D-SO2-CH2-CH2-O-Cell+NaHSO3
D-SO2-CH2-CH2-SO3Na+H2N-Wool= D-SO2-CH2-CH2-NH-Wool+ NaHSO3
Here,
- D=dye part
- Wool=Wool polymer.
- Cell=Cellulose polymer.
The historical development of the synthetic dyestuffs dates back to 1856, when eighteen year old, W.H. Perkin discovered the synthesis of Mauveine, a basic dye, by accident, while he was engaged in the study of the action of potassium dichromate on aniline sulphate. He successfully converted the process he had developed in laboratory to a large-scale production, and demonstrated the application of the dye on silk. The intermediates nitrobenzene and aniline required in the production were also made commercially by him. Nitrobenzene was earlier prepared by Mansfield in 1847.
Definition of dye:
A dye is a coloured organic compound that absorbs light strongly in the visible region and can firmly attach to the fiber by virtue of chemical and physical bonding between group of the dye and group on the fiber. To be of commercial importance a dye should be fast to light, rubbing and water. Colour and dye have always played an important role in the life of man from time immemorial
Cellulosic Fibers:
The earliest cellulosic fibres were lines and cotton, both of which have been used since remote antiquity. Linen, or flax, is derived from ‘bast’ fibres of plants of the Linum family, especially Linum usitatissimum. After removal of glutinous and pectinous matter the fibre has cellulose content of 82 – 83%. Cotton, which is fine hair attached to seeds of various species of plants of the Gossypium genus, has a cellulose content which may reach 96%. Cellulose is a polymer of high molecular weight consisting of long chains of D-glucose units connected by B-1, 4- glucosidic bonds, and its structure may be represented as follows:
 |
| Structure of cellulose |
Cotton:
Cotton was considered a luxury fabric, as it was imported all the way from India and usually dyed or painted before it was shipped. Cotton was also valued because of the brightness and colorfastness of the dyes used to color it, and also for its use in making candlewicks. Samples of cotton fabrics have been found in India and Pakistan dating to 3000 BCE, but it did not appear in Europe until the 4th century. Cotton waving establishments were formed in Italy in the 13th & 14th centuries but they did not make a significant economic impact on the industry as they produced a coarser quality of fabric than the imported fabric, and therefore had difficulty in obtaining a good supply of cotton fiber.
Properties of reactive dye:
- Reactive dyes are anaionic dyes which are used for dyeing cellulosic protein polyamide fibres.
- Reactive dyes are found in powder, liquid and print paste from.
- During dyeing, the reactive group of this dye forms covalent bond with fibre polymer and becomes an integral part of fibre.
- Reactive dyes are soluble in water.
- They have very good light fastness with rating about 6.
- The dyes have very stable electron arrangement and the degrading effect ultraviolet ray.
- Reactive dyes give brighter shads and have moderate rubbing fastness.
- Reactive dyes are comparatively cheap.
- Reactive dyes have good perspiration fastness with rating 4-5
- Fixation occurs in alkaline condition
Salt:
As a salt, NaCI is used widely. The salt end the following things-
- Salt are used to increase the affinity of dye to fibre.
- It decreases the hydrolysis rate of dyes.
- It neutralize the electro negativity of fibre surface when immersed in solution.
- It puts extra energy to push dye the fibre polymer ie increase absorption.
- The amount of salt used depend upon the shade to be produced-
- For light shade -10-20 gm/litre salt is used.
- For medium shade-30-50 gm/litre is used.
- For deep shade-60-100 gm/litre is used.
Alkali is used for the following purpose-
- Alkali is used to maintain proper pH in dye bath & thus to create alkaline condition.
- Alkali is used as a dye fixing agent.
- With out alkali no dyeing will take place.
- The strength of alkali used depend on the reactivity of dyes.
- As strong alkali caustic (NaOH) is used to create pH 12-12.5 when the dye is of lower reactivity.
- As medium alkali sods ash(Na2co3) is used to create pH 11-12. when the dye is of medium reactivi
- As weak alkali (NaHCO3) is used to create pH 10-11. when the dye is of high reactivity.
Urea is used in continuous method of dyeing .It helps to get required shade of dye. To get dark shade more urea is used and for light shade less amount of urea used.
Soaping:
By soaping the extra colour is removed from fibre surface thus Wash fastness is improved .Soaping increases the brightness and Stability of dye.
Chemistry of reactive dyes:
Reactive dyes differ from other colouring matters in that they enter in to chemical reaction with fibre during dyeing & so become a part of fibre substances. A reactive dye is represented as R-B-X, where, RChromogen, B-Bridging group X-Reactive system. When it reacts with fibre, F, it forms R-B-X-F. Wet fastness of dyed material produced, depends on stability of true covalent bond X-F.
Reactive Systems:
Reactive dyes are based on Cyanuryl chloride. Cold brand dyes (M brand) are based on di-chloro triazinyl derivatives whereas “H” brands are mono-chloro triazinyle derivatives. Reactivity of Chlorine atoms decreases greatly as they are successively substituted. Thus di-chloride derivative (M) is more reactive than mono chloro reactive (H) dyes. This is shown by fact that “M” dyes react readily with cellulose at room temperature in presence of mild alkalis such as sodium carbonate, where as “H” dyes need to be heated at least to 60C & require stronger alkalinity before reaction take place at a reasonable rate. Other popular systems are based on Vinyl suplhones & tri-chloro pyrimidyl.
Fibre-Reactive Dyes-Definition:
A fibre-reactive dye forms a covalent bond with appropriate textile functionality. It is important that once attached, they are very difficult to remove.
A. Dyes reacting through Nucleophilic substitution reactions
(1) Di-chloro-triazynilamino types of dyes:

(2) Mono-chloro-triazynylamino type of dye:

(3) Mono-fluoro-triazynylamino dyes:

(5) Supra type of dyes.
(6) Di or tri-chloro-pyrimidylamino dyes
B. Dyes reacting through Nucleophilic addition reactions:
(1) Dyes containing Vinyl sulphone group:
As such this is not soluble in water, so it is marketed in its soluble form i.e., β-hydroxy ethylene sulphone sulphuric acid ester derivatives
RSO2 –CH2-CH2OSO3Na
(2) Dyes containing Acrylamido group:

(3) α- chloro acrylamido dye:
Chemistry behind Reactive Dyeing:
Dyeing principle is based on fibre reactivity & involves reaction of a functional group of dyestuff with a site on fibre to form a covalent link between dye molecule & substance. 4 structural feature of typical reactive dyes molecule are:
- Chromophoric grouping, contributing colour
- Reactive system, enabling dye to react with hydroxy group in cellulose.
- A bridging group that links reactive system to chromophore,
- One or more solubilising group, usually sulphuric acid substituent attached to chromophoric group for their colour, although Azo chromophore –N=N- is by itself the most important.
S R——B——X
Where,
- S = Water solubility group
- R = Chromophore
- X = Reactive System
- B = Bond between reactive system & Chromophore
Dyeing of cellulosic fibers with reactive dyes consists of two phases:
- Firstly, exhaustion phase, where dye is absorbed by material in neutral medium,
- Secondly fixation phases, where reaction between dye & fibre takes place.

When alkali is added to vinyl sulfone dye, it is converted to

Control parameters of reactive dyeing:
Process parameters:
- Internal fabric pH
- Working liquor ratio on the machine
- Effective salt concentration (actual)
- Effective alkali concentration (actual)
- Rate of heating
- Rate of cooling
- Fixation temperature
- Man (training, understanding, supervision)
- Water
- Common chemicals (Salt, Alkali)
- Specialty chemicals (Auxiliaries)
- Reactive dyestuffs
If reactivity of dye is increased considerably, reaction rate with fibre increases. So, dyeing can be carried out in a very short time. However, here, dye hydrolysis rate also increases, leading to deactivation of part of dye resulting in dye wastage. If, on other hand, dye reactivity is decreased, extent of hydrolysis can be reduced considerably that, how ever results in slower reaction rate with fibre also. Ultimate dyeing object is to react as much of dye as possible with fibre with minimum dye hydrolysis, is actually achieved in 2 stages:
- 1st from aqueous medium under neutral conditions when dye does not react with fibre or with water, Then Glauber’s salt/common salt is added to exhaust dye onto fibre as much as possible.
- 2nd step of dyeing i.e. fixation of dye on fibre is carried out by adding alkali (usually soda ash).
Method of Scouring & Bleaching:
Recipe for scouring and bleaching
- Wetting agent : 0.7 g/l
- Anti creasing agent : 0.5 g/l
- Sequestering agent : 0.7 g/l
- Stabilizer : 0.5 g/l
- Soda ash : 2.0 g/l
- H2O2 : 3.0 g/l
- L: R : 1:10
 |
| Figure: Scouring bleaching with enzyme (Process curve) |
For most of dyes optimum pH is 10.8 to 11.0 at 20-25°C soda ash is the best alkali for dyeing at 30°C for cotton, mercerized cotton & linen. Increased fixation (due to higher temperature) & increased dye bath stability & better reproducibility are advantages of soda ash as fixing agent.
Dyeing Temperature:
As increase in temperature affects rate of physical & chemicals processes involved in dyeing, it is important in reactive dyeing also. Affinity of dye for fibre decreases with increases in temperature (dyeing is an exothermal reaction), & at same time rate of dye hydrolysis increases, adversely affects colour yield fixation. However, rate of diffusion of dye in fibre increases with increased temperature. At temperatures lower than 20°C, rate of fixation is very low. Hence for most of dyes a temperature, while for some others’ dyeing at 50-60°C with sodium bicarbonate as alkali gives maximum colour value.
Electrolyte Concentration:
Since reactive dyes have low affinity for cellulose, exhausting dye bath can increase fixation, by adding common salt or Glauber’s salt prior to fixation. Amount of salts required to produce adequate exhaustion decreases with decreasing liquor ratio.
Dyeing Cycle Time:
Generally, dye may be added in two portions. Salt may also be added in two lots. Exhaustion takes place in 20-30 mins. Alkali is then added in 2 lots (also in Progressive dosing® system developed by Hoechst) & dyeing is continued for 30-90 mins. Shade depth & dye reactivity decides dyeing time. For deeper shades, longer times are required.
Liquor Ratio:
With increased liquor ratio, both exhaustion & fixation takes place to increased extent. However, rate of fixation of most of dyes is not significantly affected. As liquor ratio is decreased, effectiveness of increasing salt addition also decreases. Hence lower amounts of salts are sufficient to get optimum exhaustion.
Dyeing of Hot Brand Reactive dyes:
In this case dye is not as reactive as cold brand dyes & hence higher temperatures are required for achieving adequate fixation. Dye bath pH depends on dyeing temperature, is in range of 65-80°C for cotton & viscose rayon. As with cold brand reactive dyes, & increase in temperature generally results in weaker shades of hot brand reactive dyes because of decreased affinity at higher temperatures & consequent reduced fixation. Similarly lower temperatures reduce reactivity & hence produce lower colour value unless dyeing time is prolonged or pH is increased larger amounts of common salts or sodium sulphate should be used for exhaustion (50g/l, 75g/l for shades of up to 1%, 1-3% & above 3% respectively). Dyeing time is generally same as in case of cold brand reactive dyes.
Finishing:
After completion of dyeing process dyed substrate, is rinsed with cold water. Then soaping is carried out to remove hydrolysed dye present on fibre. This dye reacted with water molecule, hence is called hydrolysed dye & remains unreacted on fibre surface. Soaping treatment thus removes unreacted dye present on fibre thus improving fibre brilliancy. Then few hot washes are given & with one cold wash it is sent for drying.
How do dyes stick to fibers?
This depends on the dye and the fibre to which the dye is attached. Cotton is a polymer with a string of glucose units joined together. Cotton is soaked in a colourless solution of the reduced form. This is then oxidized to the blue form of Indigo which precipitates in the fibres. Fibre reactive dyes actually form covalent bonds with fibre molecules and are therefore extremely colour fast. A dye molecule is reacted with the molecule trichlorotriazine: Trichlorotriazine can react with either –OH groups (present in cotton) thus effectively bonding the dye to the fabric.
Method of Dyeing:
There are two different methods to transfer the dye from the liquor to the fibre:
Exhaust dyeing (Discontinuous systems):
The dye is dissolved or dispersed in the dyeing liquor. The material is immersed in the dyeing liquor and is removed only when the dye has mostly transferred onto the textile to be dyed, distributed homogeneously, well penetrated into the fibre and fixed. At the end of the process the material is washed or rinsed to remove the unfixed dye
Pad dyeing (Continuous or semi-continuous systems):
This process is carried out using mechanical means (pad-batch wetting). The dyeing liquor is distributed homogeneously onto the fabric (i.e. also the dye is distributed homogeneously).
In a second stage the dye penetrates into the fabric and is then fixed. At the end of the process the material is washed.
Some operations must be carried out for both exhaust and pad dyeing:
- Dissolve or disperse the dye in water and filter.
- Achieve a homogeneous contact between the dyeing liquor and the fibre.
- Make the dye penetrate into the fibre.
- Fix the dye in the core of the fibre.
- Final washing.
This process can be used for staple fibre, yarns and fabrics. The dye dissolved in the liquor is first adsorbed, i.e. the material is dyed only on the surface (dyeing result depends on the liquor turbulence), then penetrates in the core of the fibre (the dye diffusion is affected by temperature and dyeing time), and finally migrates thus allowing good dyeing uniformity and consistency (the process is affected by operating temperature and time).
During the process, kinetic and thermodynamic reactions interact.
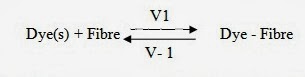
Dyeing Theory (exhaust dyeing):
The dyeing process is a chemical reaction occurring between the dye and the fibre:
Kinetics and thermodynamics applied to dyeing:
The dyeing process is in reality a complex chemical reaction, which occurs between the disperse dye and the fibre immersed in the solution. This process is carried out at different process stages.
 |
| Figure: dyeing process steps |
- Kinetics (study of the reaction speed).
- Thermodynamics (study of reaction balance).
- Hydrokinetics (influence on kinetics of the liquor and/or material turbulence, depending on the dyeing machine used). This is an important aspect not only for exhaust dyeing.
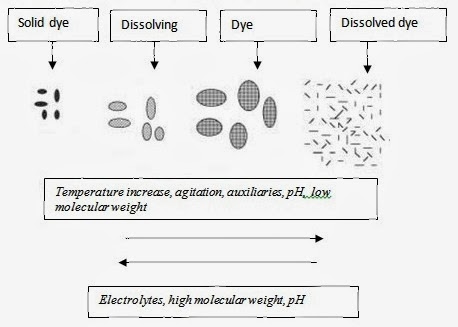
First stage (Dissolving of the dye):
In this first stage, the dye, in solid form, is equilibrated according to the dye dissolved in molecular form or in micellar form (aggregates of many molecules with good solubility), or in form of dispersed micropowder (microcrystals of dye molecules poorly soluble)
During this stage, by the effect of the dye-fibre affinity, the dye is adsorbed at the surface of the fibre, thus forming chemical bonds with it.
Affinity, temperature, (sometimes pH and/or auxiliaries) affect the thermodynamic interactions:
a) The balance of the reactions, thus determining the exhaustion degree of the dyeing liquor.
b) The affinity between the dye and the fibre is the ability of both dye and fibre to form a permanent bond. The greater the affinity, the stronger and higher are the fibre-dye bonds and the smaller is the dye for the solvent (water). Generally it is also directly proportional to the molecular weight (molecular size) of the dye. Affinity is therefore a condition strictly related to the chemical composition of the dye and the fibre. As far as thermodynamics aspect is concerned, the same above mentioned criteria must be applied and in general an increase of the dyeing temperature causes a change of the balance towards the solution dye, with a reduction of the exhaust, and therefore a reduction of the dye-fibre affinity.
A quick adsorption of the dye on the surface of the fabric reduces the dye concentration near the fibre, thus reducing the adsorption speed. A correct speed of the liquor change in contact with the fibre allows the maximum concentration of the dyeing solution near the fibre, and consequently the correct speed.
At the same time, the liquor flow in contact with the material is spread homogeneously and allows a good distribution of the dye in all the areas of the textile surface; this enhances the dye consistency with the same operating times.
The adsorption reaction is usually sufficiently quick not to affect the dyeing speed, and often it must be slowed down or adjusted (T°, pH, and auxiliaries) on optimum values to avoid an irregular distribution of the dye.
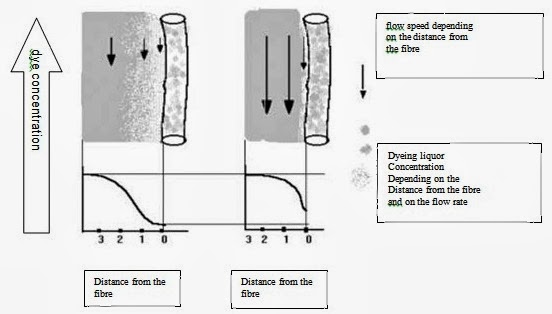 |
| Figure: Dye concentration in the liquor near the fibre depending on the hydrokinetic condition |
During this stage the dye, adsorbed in molecular form by the surface, by breaking and restoring the bonds many times tends to penetrate into the bulk of the fibre through amorphous areas, to spread homogeneously and fix steadily.
Fundamental factors are:
- Crystallinity of the fibre: the dyes penetrate the fibers through amorphous areas and therefore the higher the crystallinity, the lower the diffusion speed.
- Molecular size of the dye: the bigger the dimensions of the dye molecules, the more difficult the diffusion through amorphous areas.
- Strength or dye-fibre bonds (affinity): the stronger the bond, the more difficult the diffusion.
- Fibre and makes the diffusion quicker but simultaneously reduces the affinity and therefore the exhaust.
 |
| Figure: Dye penetration and migration |
The operating time must be adequate to allow a good penetration of the dyes, since this is a prerequisite for developing the maximum fastness.
Fourth stage (Migration):
Stages 2 and 3 are reversed in this fourth migration stage; the dye must diffuse toward the external layers of the fibre, and then come back always in solution and migrate in areas of the fibre where there is a lower concentration of dye, thus enhancing the colour consistency. Low affinity, poor crystallinity of the fibre, small molecular size of the dye will favour this stage, though negatively affecting dyeing solidity and liquor exhaustion. On the other hand, a high concentration of electrolytes would facilitate the aggregation of anionic dyeing agents, above all in the core of the fibre, where the dye is more concentrated, improving the exhaustion and reducing the migration phenomenon.
Same trade name their manufacturers name and country name.
Trade name | Manufacturer | Country |
Procion | I.C.I | UK |
Cibacron | Ciba | Switzerland |
Remazol | Hoechst | Germany |
Levafix | Bayer | Germany |
Reactone | Geigy | Switzerland |
Primazin | BASF |
Hydrolysis of reactive dye:
Under alkaline reactive dye reacts with the terminal hydroxyl group of cellulose. But if the solution of the dye kept for long time its concentration drops. Then the dye react with the hydroxyl (OH) group of water. This reaction of dye with water is known as hydrolysis of reactive dye. After hydrolysis dye con not react with fiber. So hydrolysis increases the loss of dyes.
Hydrolysis of halogen containing reactive dyes:
D-R-Cl + H-OH ———————— DR-OH + HCl
Hydrolysis of activated vinyl compound containing group:
D-F-CH2-CH2-OSO3H + H-OH ——————- D-F-CH2-CH2- OH + H2SO4
Stripping of reactive dye:
Partial stripping: Partial stripping is obtained by treating the dyed fabric with dilute acetic acid or formic acid. Here temperature is raised to 70-100 C and treatment is continued until the shade is removed by desired amount.
- Acetic acid ——————— 0.5 - 10 g/L
- Temperature —————- 70 – 100 C
Wetting agent ——— 0.5 – 1.0 g/L
NaOH ————————-3-6 g/L (Temp100-105 x 60-30min)
Hydrose ———————-7-10g/L
Then,
Wetting agent ———————1g/L (RoomTemp x 10min)
Bleaching powder ————-1g/L
Influencing factors of dyeing:
- Salt.
- Soda.
- Time.
- Temperature.
- pH.
- Wetting agent.
- Sequestering agent.
- Anti-creasing agent
- Leveling agent
Effects of different parameters used in reactive dyeing:
Time:
Time is very important in dyeing. The fixation of dye depends on time. With the increase of time the fixation of dye will increase. For example if a fabric is dyed in a dyeing bath for five minute the amount of dye it will absorb is less than the amount of dye will absorb by a same fabric in ten minute. As we have worked with reactive dye so the optimum time for fixation of this dye is sixty minute. If a fabric is dyed for sixty minute with reactive dyes it will show all required properties, i.e. wash fastness, rubbing fastness, light fastness, perspiration fastness etc.
Temperature:
Higher temperature causes the hydrolysis of the dye with water to become more frequent. Experiment showed that high temperature caused the cotton material to have a very poor ability to be dyed.
Higher temperature cause cotton material to absorb dye more because of the molecules having more kinetic energy, thus more collision would occur between dye molecule and fibre, increasing the chance of a reaction taking place and bond formation.
Higher the temperature in general increases the rate of any reaction. The same thing occurs with dye-but also with the water that the dye is dissolved in. The dyes can react with either the cellulose fibre or with the water, the latter reaction being known as hydrolysis. The effect of the added energy is much greater on the dye reaction rate than on the ability of the dye to soak into the fiber. Increasing temperature too much cause the dye to react with the water before it ever gets into the fibre. Infact its better to let the dye soak into the fibre for some time before beginning dye reaction by adding soda ash (or other ph increaser) and any heat.
The cellulose molecules in cotton material can dye well at high temperature (80°c), if the dye is already located in the fiber, adjacent to the cellulose molecules before it react that temperature.
pH:
In the case of most popular fiber reactive dyes, a high pH actually activates the cellulose (cotton) fiber, forming a cellulosate anion, which can then attack the dye molecule, leading to a reaction that produces a strong, permanent covalent bond. Without a high pH, the dye will not fix permanently to the cellulose fiber. In dyeing cotton and other cellulose fibers with popular fiber reactive dyes such Synozol yellow K-HL, Synozol red K3BS150%,Synozol black B 150%, sodium carbonate is used for no other reason than to increase the pH of the dye reaction, so that the fiber will react with the dye.
Color:
Modern concept of color was founded in 1774 by Isaac Newton.
Newton separated white day light in to a sequence of colored light call spectrum (VIBGYOR). According to the committee of colorimetry of the optical society of America:
Color is the sensation which occurs when light enters the Eyes. It is rising from the activity of the retina of the eye and its attached nervous mechanisms. This activity is being , in nearly every case in the normal individual a specific response to radiant energy of certain wavelength and intensity.
The hue refers to the actual color sensation (red, blue, yellow), the sensation or chroma(depth of color) to the degree of differentiation from grey(dull of vivid), and lightness to the amount of light reflected from the object (light or dark). In the Munsell color system, these attributes are assigned alphabetic and numerical levels.
Light:
That aspect of radiant energy of which a human observer is aware through visual sensations arising from stimulation of the retina by the radiant energy. The wavelength of perceived colors of visible spectral light are between 380 to 740 (as shown in table one)
Perceive color of visible spectral light:
Wavelength(nm) | color |
380-400 | Violet |
400-435 | Indigo |
435-480 | Blue |
480-490 | Greenish blue |
490-500 | Bluish green |
500-560 | Green |
560-580 | Yellow green |
580-595 | Yellow |
595-605 | Orange |
605-740 | Red |
Acceptable limit of color difference:
Score | Evaluation | Symbol |
Up to 1 | No color difference | Right |
+1 | Very little color difference | 0 |
+2 | Little color difference | Delta |
+3 | Considerable color difference | X |
+4 | Remarkable color difference | xx |
Method of testing Color fastness to wash:
Color fastness to wash is very important for lab-dip. There are varieties of testing procedure, because-
- Washing condition may vary from one country to another.
- The methods depend on the use of dyed goods.
- To evaluate repeated washing accelerated test methods are used.
- Temperature range may be from 40-950c.
- The type and amount of detergent added to the washing bath. In many testing procedure a standard detergent is used.
- The extent of mechanical action which can be varied by changing the agitation speed in a washing machine or by adding steel ball to revolving the bath.
- The washing liquor to goods ratio is 50:01
- The hardness of water
Principle of wash fastness
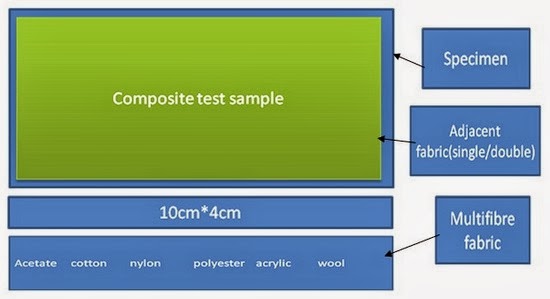
A specimen (lab-dip) in contact with specified adjacent fabric or fabric or fabric is laundered, rinsed and dried. The specimen/composite sample is treated under appropriate condition in a chemical bath for short time. The abrasive action is accomplished by the use of a liquor ratio and an appropriate number of steel balls. The change in color of the specimen (dyed sample) and the staining of the adjacent fabric is assessed by recommended Grey scale (1-5).
Apparatus and materials:
- Wash –wheel with a thermostatically controlled water bath and rating speed of (40±2) rpm.
- Stainless steel container (capacity 55±50 ml)
- Stainless steel ball (dia=0.6cm, weight=1 gm)
- SDC, Multifibre fabric (Acetate, cotton, nylon, polyester, acrylic, wool)
- Thermometer
- Sewing machine
- Dryer
- Color matching cabinet and
- ISO Scales.
- Reference detergent.
- Sodium Carbonate/Soda ash.
- Distilled water (Grade-3) and
- Etc.
Test specimen cut a sample of dyed goods 10*4cm and sew it with same size multifibre fabric. This is the composite test sample.
Test procedure: (ISO recommendation NO. 1-5)
ISO-105-CO1: Composite sample is treated in a wash wheel for 30 minute at (40±2) °C with 5gm/l standard soap.
Test | Temperature °C | Time(minute) | Steel ball | Chemicals |
ISO-105-CO 1 | 40 | 30 | 00 | Soap (5g/l) |
Evaluation of wash fastness:
Compare the contrast between the treated and untreated sample with Grey Scale for changing color of dyed sample and staining of adjacent fabric in a color matching cabinet.
Numerical rating for color changing is the shade and staining to adjacent fabric. Number of method used.
Assessment of color fastness:
Grey Scale | |
Numerical rating | For wash and rubbing fastness |
1 | Poor/ Little |
2 | Moderate |
3 | Average |
4 | Good |
5 | Excellent |
Method of testing Color fastness to Rubbing:
Principle:
This test is designed to determine the degree of color which may be transferred from the surface of a colored fabric to a specific test cloth for rubbing (dry + wet).
Equipment:
- Crock meter
- Cotton rubbing cotton
- Grey scale
- Stop watch
- Color matching cabinet
4×5 cm two pieces of sample (one warp direction/wale direction & another weft/course direction).
Test procedure:
- Lock the test specimen onto the base of the crock meter.
- Using the spinal spring clip, set 5cm*5cm of the white cotton fabric to the finger of the crock meter.
- Lower the covered finger on the test sample.
- Turn hand crank at the rate of one turn per second (10* 10 sec).
- Remove the white rubbing test cloth and evaluate with grey scale.
Evaluation the contrast between the treated and untreated white rubbing cloth with grey scale and rated 1-5.
Dyeing on cotton fabric with reactive dye (high temperature method)
Recipe: - Dye stuff ————- 4%
- Salt ———— 80 g/l
- Soda ash —————20 g/l
- Temperature ——— 80c 90c 80c
- Time ———- 1-1.30 hrs
- Water ————— 15 times
- The dye stuff are pasted with cold water and made solution at 40c temperature
- The dye bath is set at 80c and then dye solution is added in the bath
- Fabric is immersed in the dye bath at this stage and dyeing kept running for 30 minutes
- Then salt is added in dye bath and thus the fabric kept there for 10-20 minutes.
- The temperature is raised at 90c and dyeing kept running at this stage for 10-30 minutes and then the temperature is lowered gradually
- The dye bath is temperature is set at 80c and then soda ash is added and the fabric kept there for 40-60 minutes
- Finally the fabric is rinsed with cold water for 10 minutes
- Then the fabric is boiled in a solution of 1-2g/l soap and 1-2g/l soda ash for about 10 minutes
- The fabric is rinsed with warm water at 50c for about 10 minutes
- And then the fabric is neutralized with 0.5-1.0 g/l acetic acid
- Books. Google.com.bd/books?isbn=1434681270
- http://en.wikipedia.org/wiki/Cellulose
- http://textilelearner.blogspot.com/2012/01/dyeing-of-cotton-fabric-with-reactive.html
- http://www.apparelsearch.com/Definitions/Fiber/cellulose_definition.htm
- http://library.thinkquest.org/27034/chem.html
- http://library.kcc.hawaii.edu/external/chemistry/everyday_bleach.html/class note







1 Responses to "Reactive Dyestuff | Dyeing Method of Reactive Dye"
Thanks for sharing such a great informative blog on this topic like comp. Viva Questions. Keep writing great blog Thank you.
Basic Dyes Manufacturers in India
Pigment Dyes Manufacturers in India