


TEXTILE CALCULATIONS

Ramandeep Singh
B.Tech, Dept. of Textile Engineering
Giani Zail Singh Punjab Technical University Campus,
Bathinda, Punjab, India
Email: rmnsandhu3335@gmail.com
FIBER FINENESS, YARN COUNTS AND CONVERSIONS
Micronaire Value (Cotton): The unit is micrograms per inch. The average weight of one inch length of fibre, expressed in micrograms(0.000001 gram).
Denier (Man-Made Fibres): Weight in grams per 9000 meters of fibre.
Micron (Wool): Fineness is expressed as fibre diameter in microns(0.001mm)
Conversions:
- Denier = 0.354 x Micronaire value
- Micronaire value = 2.824 x Denier
It is broadly classified into;
- INDIRECT SYSTEM
- DIRECT SYSTEM
- English count (Ne)
- French count(Nf)
- Metric count(Nm)
- Worsted count
- Nm = length in Km / weight in kg (or)
- Nm = length meter / weight in grams
DIRECT SYSTEM
- Tex count
- Denier
Tex | Den | Nm | Grains/yd | |
Tex | den/9 | 1000/Nm | gr.yd x 70.86 | |
Ne | 590.54/tex | 5314.9/den | Nm x .5905 | 8.33 / gr/yd |
Den | tex x 9 | 9000/Nm | gr/yd x 637.7 | |
Nm | 1000/tex | 9000/den | 14.1 / gr/yd | |
Grains/yd | tex / 70.86 | den / 637.7 | 14.1/Nm |
Where, Nm – metric count, Nec – cotton count
CONVERSION TABLE FOR WEIGHTS
CONVERSION TABLE FOR WEIGHTS
Ounce | Grains | Grams | Kilograms | Pounds | |
Ounce | 437.5 grains | 28.350 grams | |||
Grains | 0.03527 ounces | 0.0648 grams | |||
Grams | 0.03527 grains | 15.432 grains | 0.001 kgs | ||
Kilograms | 35.274 ounces | 15432 grains | 1000 grams | 2.2046 pounds | |
Pounds | 16.0 ounces | 7000 grains | 453.59 grams | 0.4536 kgs |
CONVERSION TABLE FOR LINEAR MEASURES
Yard | Feet | Inches | Centimeter | Meter | |
Yard | 3 feet | 36 inches | 91.44 cms | 0.9144 meter | |
Feet | 0.3333 yards | 12 inches | 30.48 cms | 0.3048 meter | |
Inches | 0.0278 yards | 0.0833 feet | 2.54 cms | 0.254 meter | |
Centimeter | 0.0109 yards | 0.0328 feet | 0.3937 inches | 0.01meter | |
Meter | 1.0936 yards | 3.281 feet | 39.37 inches | 100 cms |
CALCULATIONS
- Grams per meter = 0.5905 / Ne
- Grams per yard = 0.54 / Ne
- Tex = den x .11 = 1000/Nm = Mic/25.4
- Ne = Nm/1.693
- DRAFT = (feed weight in g/m) / (delivery weight in g/m)
- DRAFT = Tex (feed) / Tex(delivery)
- DRAFT = delivery roll surface speed / feed roll surface speed
- No of hanks delivered by m/c = (Length delivered in m/min) / 1.605
1. Slub catcher settings :
a. Fixed Blade = Carded - (2.0 to 2.5) x diameter
Combed - (1.5 to 2.0) x diameter
b. Electronic yarn clearer = 3 cm x 3 diameter
Diameter in inch for Blended yarn = 1/( 28 x √count )
= 10 to 15% more settings
Number of objectionable thick faults removed by slub catcher
2. Yarn clearer efficiency =…………………………………………………………………………….x 100
Total objectionable thick faults present in yarn before winding
Total breaks during winding (at faults)
3. Knot factor =…………………………………………………………………….
No. of breaks due to objectionable yarn faults
Strength of spliced joint x 100
4. Retained splice strength = …………………………………………………..
Strength of parent yarn
5. Winding Tension = 0.1 x Single yarn strength in grams
4500 x Y
6. Expected efficiency E = ………………………………………………
S x N (12 + 98)
7. Winder’s workload (0.17 min/operation on conventional winding m/c) = 2300 operations per shift of 8 hours
Where,
Where,
B = Breaks per bobbin
S = Winding speed (metres/min)
C = English count
7. Winder’s workload (0.17 min/operation on conventional winding m/c) = 2300 operations per shift of 8 hours
Where,
- 1 creeling or 1 piecing = 1 operation
- 1 doffing = 2 operations
Where,
- 1 bobbing feeding = 1 operation
- 1 doffing (manual) = 4.5 operation
B = Breaks per bobbin
S = Winding speed (metres/min)
C = English count
9. Production in Kgs / 8 Hrs = (0.2836 x L x Effy x Nd) / (Ne)
- L - delivery speed in m/min
- effy - efficiency
- Ne - english count
- Nd - No of delvieries
- P - production in kgs / hr
- L - delivery speed in m/min
- effy- efficiency
- Ne - English count ( number of 840 yards in one pound)
- 840 - constant
- 2.2045- to convert from lbs to kilograms
WARPING
R x 100
1. Machine Efficiency E =………………………..
R + S
R = Uninterrupted running time for 1,000 meters (in sec)
1000 x 60
= ………………………………………….
Machine speed in mtr/min.
S = Total of time in seconds for which the machine is stopped for a production of 1,000 meters
B X N X T1 T2 T3
= R + ———————- + ——- + ————— + T4
400 L L x C
R x 100
1. Machine Efficiency E =………………………..
R + S
R = Uninterrupted running time for 1,000 meters (in sec)
1000 x 60
= ………………………………………….
Machine speed in mtr/min.
S = Total of time in seconds for which the machine is stopped for a production of 1,000 meters
B X N X T1 T2 T3
= R + ———————- + ——- + ————— + T4
400 L L x C
- B = Ends breaks/400 ends/1,000 meters
- N = Number of ends
- L = Set length in 1,000 meters
- C = Beams per creel
Timing of activities in seconds are :
- T1 = To mend a break
- T2 = To change a beam
- T3 = To change a creel
- T4 = Miscellaneous Time loss/1,000 mtrs.
2. Production in metres per 8 hrs. (K) = 480 x mtrs/min x E/100 kgs.
3. Production in Kgs. per 8 hrs. = (K x N)/(1693 x English Count)
4. Warping Tension = 0.03 to 0.05 x Single thread strength
SIZING
Length in metre x 1.094 x Total ends
1. Warp weight (in kg.) = ……………………………………………………..x 100
840 x 2.204 x Warp count
Sized warp weight - Unsized warp weight
2. Size pick-up % =……………………………………………………………. x 100
Un-sized warp weight
3. Weight of size = Warp Weight x Size pick up %
Sized warp length - Unsized warp length
4. Stretch % = …………………………………………………x 100
Un-sized warp length
Total-ends x Warp length in yards
5. Sized yarn count = ………………………………………………………
Sized warp weight (lbs) x 840
Wt. of sized yarn - Wt. of oven dried yarn
6. % of Moisture content= ………………………………………………… x 100
Wt. of sized yarn
Deliver counter reading - Feed counter reading
7. % of Stretch =……………………………………………………… x 100
3. Production in Kgs. per 8 hrs. = (K x N)/(1693 x English Count)
4. Warping Tension = 0.03 to 0.05 x Single thread strength
SIZING
Length in metre x 1.094 x Total ends
1. Warp weight (in kg.) = ……………………………………………………..x 100
840 x 2.204 x Warp count
Sized warp weight - Unsized warp weight
2. Size pick-up % =……………………………………………………………. x 100
Un-sized warp weight
3. Weight of size = Warp Weight x Size pick up %
Sized warp length - Unsized warp length
4. Stretch % = …………………………………………………x 100
Un-sized warp length
Total-ends x Warp length in yards
5. Sized yarn count = ………………………………………………………
Sized warp weight (lbs) x 840
Wt. of sized yarn - Wt. of oven dried yarn
6. % of Moisture content= ………………………………………………… x 100
Wt. of sized yarn
Deliver counter reading - Feed counter reading
7. % of Stretch =……………………………………………………… x 100
Feed counter reading
840,000 x D x C
8. % Droppings on loom = …………………………………. x 100
454 Y x N x P
840,000 x D x C
8. % Droppings on loom = …………………………………. x 100
454 Y x N x P
D = Dropping in gms.
C = English Count
Y = Length woven (yds.)
Y = Length woven (yds.)
N = Number of Ends
P = % size add on
P = % size add on
9. Invisible Loss%
Amount of size material issued - Amount of size added on yarn
= ……………………………………………………………………………x 100
Amount of size issued
Steam, Consumption (Sizing M/c) = 2.0 kg/kg of sized yarn
(Cooker) = 0.3 kg/kg of liquor
(Sow box) = 0.2 kg/kg of yarn
No. of Cylinder x 1,000 x English count
10. Max. Speed of machine = …………………………………………………..
(metres/min) Number of ends
Number of ends x 0.6
11. Wt. of warp in gms/mtr = ……………………………………….
English count
WEAVING
1. Reed Count : It is calculated in stock port system.
EPI
Reed width = ………………………………
1 + Weft crimp %age
No. of dents in 2 inches is called Reed Count
2. Reed Width :
100 + Weft crimp %age
Reed width = Cloth width x ………………………………….
100
3. Crimp % :
Warp length - Cloth length
Warp Crimp %age =…………………………………………. x 100
Cloth length
Weft length - Cloth length
Weft Crimp %age = ……………………………………… x 100
Cloth length
EPI
Amount of size material issued - Amount of size added on yarn
= ……………………………………………………………………………x 100
Amount of size issued
Steam, Consumption (Sizing M/c) = 2.0 kg/kg of sized yarn
(Cooker) = 0.3 kg/kg of liquor
(Sow box) = 0.2 kg/kg of yarn
No. of Cylinder x 1,000 x English count
10. Max. Speed of machine = …………………………………………………..
(metres/min) Number of ends
Number of ends x 0.6
11. Wt. of warp in gms/mtr = ……………………………………….
English count
WEAVING
1. Reed Count : It is calculated in stock port system.
EPI
Reed width = ………………………………
1 + Weft crimp %age
No. of dents in 2 inches is called Reed Count
2. Reed Width :
100 + Weft crimp %age
Reed width = Cloth width x ………………………………….
100
3. Crimp % :
Warp length - Cloth length
Warp Crimp %age =…………………………………………. x 100
Cloth length
Weft length - Cloth length
Weft Crimp %age = ……………………………………… x 100
Cloth length
EPI
4. Warp cover factor = ………………………………
√Warp Count
PPI
5. Weft cover factor =…………………….
√Weft count
Wp.C.F. x Wt. C.F.
6. Cloth cover factor = Wp.C.F. + Wt.C.F. - ……………………………….
28
7. Maximum EPI for particular count :
a. For plain fabrics = 14 x √Count
b. For drill fabrics = √Count x 28 x 4/6
c. For satin fabric = √Count x 28 x 5/7
Ends/repeat x 1 / yarn diameter
d. Other design = ………………………………………………………..
No. of intersections / repeat + ends/repeat
1
8. Yarn diameter = ……………………………
28 x √Count
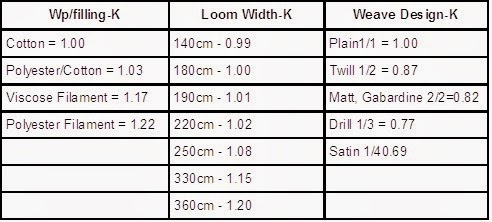
Weave Density
1. Warp density = Ends/cm x √Tex x K
=
2. Filling density = Picks/cm x √Tex x K
=
(Warp density - 100) x F.D.- 100
3. Weave Density = 50 + ……………………………………………
(Weft density - 100) x F.D.- 100
4. Effective weave density = W.D. x K of loom width x K of Design =
√Warp Count
PPI
5. Weft cover factor =…………………….
√Weft count
Wp.C.F. x Wt. C.F.
6. Cloth cover factor = Wp.C.F. + Wt.C.F. - ……………………………….
28
7. Maximum EPI for particular count :
a. For plain fabrics = 14 x √Count
b. For drill fabrics = √Count x 28 x 4/6
c. For satin fabric = √Count x 28 x 5/7
Ends/repeat x 1 / yarn diameter
d. Other design = ………………………………………………………..
No. of intersections / repeat + ends/repeat
1
8. Yarn diameter = ……………………………
28 x √Count
Weave Density
1. Warp density = Ends/cm x √Tex x K
=
2. Filling density = Picks/cm x √Tex x K
=
(Warp density - 100) x F.D.- 100
3. Weave Density = 50 + ……………………………………………
(Weft density - 100) x F.D.- 100
4. Effective weave density = W.D. x K of loom width x K of Design =
 |
| Count Table |
1. To change the EPI without altering the denseness :
EPI in given cloth x √ Warp count in expected cloth
EPI in Exp.Cloth =………………………………………………………………
√ Warp count in given cloth
2. To change the count without altering the denseness : EPI in exp. cloth2
EPI in exp. cloth = …………………………………x Count in given cloth
EPI in given cloth
Warp requirement to weave a cloth :
Total ends x 1.0936 x 453.59 x crimp%
1. Warp weight in gms/mtrs. =……………………………………………x Wasteage%
840 x Count
2. Weft weight in gms/mtrs.
R.S. in inches x 453.59 x PPI
=……………………………………………x Crimp % x Waste %
840 x Count
For Silk and Polyester :
1. Warp weight in gms/mtrs.
Total ends x Count (Denier)
= ………………………………………..x Crimp% x Waste %age
9000
2. Weft weight in gms/mtrs.
2. Weft weight in gms/mtrs.
R.S. in inches x 453.59 x PPI
=……………………………………………x Crimp % x Waste %
840 x Count
3. Cloth length in mtrs.with the given weft weight
Weft wt. in kgs. x Weft count x 1848 x 0.9144
=……………………………………………………….
PPI x R.S. in inches
For Silk and Polyester :
1. Warp weight in gms/mtrs.
Total ends x Count (Denier)
= ………………………………………..x Crimp% x Waste %age
9000
2. Weft weight in gms/mtrs.
RS in inches x PPI x Count (Denier)
= ………………………………………..x Crimp% x Wasteage%
9000
Allowance for count in Bleached and Dyed Fabric :
Motor pulley diameter
1. Loom speed = Motor RPM x ………………………………….
Loom pulley diameter
Actual production
2. Loom Efficiency % = ——————————————- x 100
Calculated production
Yarn weight - Dryed yarn weight
3. Moisture Regain % = ——————————————————————- x 100
Dryed yarn weight
Yarn weight - dried yarn weight
4. Moisture Content % = —————————————————————— x 100
Yarn weight
Total ends x Tape length in metre
5. Warp weight in Kg. = ———————————————————————
1693.6 x Warp count
RS in centimetres x Coth length in metres x PPI
6. Weft weight in Kg. = ————————————————————————————————
4301.14 x Weft count
EPI PPI
7. Cloth weight in GSM = ————————- + ————————- x 25.6
Warp count Weft count
GSM (Grams per sq. metre)
8. Oz (Ounce) per sq.yard = ——————————————————-
34
Material measurement :
For calculating of length of any rolled fabrics :
0.0655 (D - d) (D + d)
L = ———————————————-
t
Where,
= ………………………………………..x Crimp% x Wasteage%
9000
Allowance for count in Bleached and Dyed Fabric :
- Count becomes 4%
- Finer Dyed counts become max.6% Coarser
Motor pulley diameter
1. Loom speed = Motor RPM x ………………………………….
Loom pulley diameter
Actual production
2. Loom Efficiency % = ——————————————- x 100
Calculated production
Yarn weight - Dryed yarn weight
3. Moisture Regain % = ——————————————————————- x 100
Dryed yarn weight
Yarn weight - dried yarn weight
4. Moisture Content % = —————————————————————— x 100
Yarn weight
Total ends x Tape length in metre
5. Warp weight in Kg. = ———————————————————————
1693.6 x Warp count
RS in centimetres x Coth length in metres x PPI
6. Weft weight in Kg. = ————————————————————————————————
4301.14 x Weft count
EPI PPI
7. Cloth weight in GSM = ————————- + ————————- x 25.6
Warp count Weft count
GSM (Grams per sq. metre)
8. Oz (Ounce) per sq.yard = ——————————————————-
34
Material measurement :
For calculating of length of any rolled fabrics :
0.0655 (D - d) (D + d)
L = ———————————————-
t
Where,
L = Length of material (feet)
t = Thickness of fabrics (inches)
D = Outside diameter (inches)
d = Inside diameter (inches)
t = Thickness of fabrics (inches)
D = Outside diameter (inches)
d = Inside diameter (inches)
Weight of yarn in a cloth :
The weight of cloth manufactured on loom depends upon the weight of yarns in the warp and weft : ends/inch, picks/inch and the weight of size on the warp.
Therefore, Cloth weight = Weight of warp + Weight of weft + Weight of size (All in lbs.)
Total No. of Ends x Tape length in yds.
Where as Weight of warp in lbs = ————————————————————-
840 x Warp yarn count
Also Weight of weft in lbs.
Length of cloth (yds) x Picks/inch in cloth x Reed width (inch)
= —————————————————————————————————————
840 x Weft yarn count







No Responses to "Textile Calculation | Different Formula of Textile Calculation"