


Recent Developments in Spinning, Weaving & Wet Processing

Rahamat Ullah Joy
B.sc in Textile Engineering
Daffodil International University
Email: rahamat.tex@gamil.com
Phone: +8801614445257
Introduction:
The textile industry has been developing rapidly and newer technologies are introduced and the only formula for survival is encapsulating those innovations into the manufacturing process and making the best of use them for increasing the productivity and quality, says Chitra Siva Sankar.
 |
| Loom |
The first major change in the textile industry took place somewhere during the industrial revolution which lead to the advent of the machines in to the manufacturing processes in the textile industry. This major breakthrough lead to reduction in the work load of the labours and pronounced the dawn of machines in the textile industry. After that there have been a lot of developments in the various sectors of the textile industry, and the following would throw light on the latest developments that have taken place in the major segments of textile industry, namely spinning, weaving, knitting and processing.
Spinning
Spinning is the industry, which provides raw material for the knitting and weaving industry. The main driving factor of the companies today is to achieve and improve yarn quality that will ensure better competitiveness and higher yarn prices. The developments that are coming up in the industry today are mainly for maintaining higher productivity with effective quality control, by selecting suitable equipment and spinning conditions to match with the raw materials. One of the very important concepts that has revolutionized the spinning industry is the compact spinning concept. After the advent of the compact spinning, yarn quality parameter has changed, especially in respect to yarn hairiness, strength and to some extent imperfections. The compact spinning system has been designed to meet the challenges faced by the high-end spinning mills.
- Optimum and sustained yarn quality.
- High consistency of all yarn parameters.
- Minimal variations between spinning positions.
- Easy handling.
- Raw material cost saving.
- Increased production.
Yarn
- Tenacity increases by 25%.
- Zweigle (S85) hairiness (fibres exceeding 3 mm) reduced by 3% and Uster (H) Hairiness reduced by up to 30%.
- Elongation increased by 15% to 20%.
- Work capacity increased by up to 50%.
- Improvement in yarn irregularity.
- Optimum utilisation of fibre substance.
- Improved spinning stability.
- Ends-down rate reduced by up to 60%.
- Fibre loss reduced up to 0.01%.
- Fibre fly reduction in the spinning room.
- Possibility of reducing the twist by 10% and corresponding increase in the production.
- Other players in the compact spinning system are Toyota Way, Zinser, RocoS.
Weaving
The most innovative developments, which have taken place in the field of weaving machinery, have changed the weaving sector completely. The weaving sector was said to be labour intensive in the past but now because of the advent of the shuttleless weaving technologies and other innovations, the scenario is changed, and now it is capital intensive. The shuttleless technologies have many advantages over the conventional weaving systems.
 There are several advantages of the multiphase weaving concept over the single phase technologies:
There are several advantages of the multiphase weaving concept over the single phase technologies:
Ring Spinning
Germany-based Oerlikon Schlafhorst’s ring spinning product portfolio comprises roving frames for cotton spinning and classic and compact ring spinning machines. The roving frame technology includes four independent drive shafts, decentralized spindle drive motors and the Zinser EasySpin intelligent control system. The technology ensures low roving break rates and high speeds, and offers a range of customized automation solutions.
The most innovative developments, which have taken place in the field of weaving machinery, have changed the weaving sector completely. The weaving sector was said to be labour intensive in the past but now because of the advent of the shuttleless weaving technologies and other innovations, the scenario is changed, and now it is capital intensive. The shuttleless technologies have many advantages over the conventional weaving systems.
- Excellent quality fabrics with high productivity.
- Versatility, consistency and reliability of the machines.
- Better fabric engineering and creative weave patterns possible.
- Electronic monitoring and control systems, which increases the quality of the fabric and productivity.
- Cam, dobby and jacquard shedding systems can be used.
- Quick style change mechanism, which reduces downtime.
- Use of weft accumulators which almost provide a tension free weft insertion.
- Low vibrations due to rigid and sturdy frames.

- Minimum specific energy consumption.
- Small footprint.
- Reduced room air treatment requirement and less dust production (made possible by the integrated dust extraction system and air conditioning system).
- Substantially lower noise emissions.
- 20 to 30 per cent lower production costs.
Ring Spinning
Germany-based Oerlikon Schlafhorst’s ring spinning product portfolio comprises roving frames for cotton spinning and classic and compact ring spinning machines. The roving frame technology includes four independent drive shafts, decentralized spindle drive motors and the Zinser EasySpin intelligent control system. The technology ensures low roving break rates and high speeds, and offers a range of customized automation solutions.
Oerlikon Schlafhorst’s Zinser CompACT3 system can customize compact yarn structure from a central setting. The compact vacuum and self-cleaning compact units are independently adjustable for a uniform yarn. Cleaning and maintenance costs are also minimized. Germany-based Spindelfabrik Suessen GmbH’s TwinDisc bearing and numerous other inventions have enabled rotor speeds up to 150,000 revolutions per minute (rpm) and higher. Its top weighting arms - including the HP-GX 3010 to process staple fibers up to 65 millimeters (mm) long and drafts of up to 80, and the HP-GX 4010 for roving machines - are equipped with plate springs, and, Suessen reports, meet the highest demands of high-end spinning mills.
The ACP Quality Package combines Suessen’s Active Cradle (AC) with the new PinSpacer to improve the drafting process in short-staple ring spinning. The section between the front cradle opening and the front roller nipping line now also contributes to the drafting process in the main zone. Suessen reports the ACP package considerably reduces yarn defect frequency and rare yarn faults, and also reduces the number of clearer cuts. Mass irregularity also is improved. The enhanced drafting process has nearly the same impact on the quality of conventional ring-spun yarns, single EliTe® yarns and EliTwist® yarns.
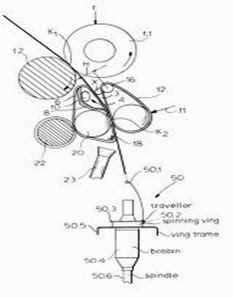
Different section of Ring Spinning mc:
 |
| Fig: Drafting plan of Ring spinning mc |
 |
| Fig: Sectional view Ring spinning mc |
Yarn characteristics achieved using EliCoreTwist® with compact-spun fiber sheath are significantly superior to those of conventional core yarns, thanks to its covering effect and properties in later processing steps, Suessen reports. Japan-based Toyota Industries Corp. claims its RX240 ring spinning frame series is the most versatile available. In addition to the high-performance basic machine, Toyota offers auxiliary devices said to bring unique all-in-one characteristics to the RX series. The EST compact yarn unit allows production of yarn counts from Ne 6 to Ne 300, thanks to the unique inverter-controlled adjustable suction pressure. The EST unit can easily be detached to switch to regular yarn production and vise versa.
Toyota’s proprietary E-draft fancy yarn producing unit features an integrated independent three-roller drive system and fancy-yarn software program, enabling production of all types of fancy yarns.
Rotor Spinning
Oerlikon Schlafhorst’s new Autocoro concept consists of the Autocoro S 360 and Autocoro 480, both offering guaranteed Belcoro yarn and package quality; and adjustable automation levels according to specifications. Autocoro S 360 features DigiPiecing piecing technology with digital control to ensure maximum-quality piecings. Oerlikon Schlaforst reports the Autocoro S 360 is the only semi-automatic rotor spinning machine that achieves rotor speeds of up to 130,000 revolutions per minute (rpm) and take-up speeds of up to 230 meters per minute (m/min). The company’s BD line offers a new drive technology that significantly reduces dependence between machine length and productivity.
Different section of Rotor Spinning mc:
 |
| Fig: Drafting plan of Rotor spinning mc |
 |
| Fig: Sectional view of Rotor spinning machine |
Suessen developed a new opening roller housing with adjustable Bypass, labyrinth seal and fixed fiber beard support, as well as the SweepCat cleaning device, which have enabled substantial quality improvements and minimized maintenance and machine downtime. A special version of the opening roller housing with SpeedPass enables spinning of man-made fibers and blends using the SC 2 and SQ 2 spin boxes. The Rieter R 40 rotor spinning machine is equipped with Suessen’s SC-R SpinBox, and the Savio FlexiRotorS 3000®/Duo-Spinner rotor spinning machine is equipped with the SC-S SpinBox. Suessen also designs and manufactures spinning components and spare parts for all SE, SC and SQ spin boxes.
Winding, Packaging And Twisting
Oerlikon Schlafhorst reports its Autoconer 5 automatic package winder offers high productivity, reproducible package quality, optimal adaptation to downstream processing needs, flexible splicing technology, a CAN-Bus system with virtually unlimited capacity, and plug-and-wind technology. The company also offers its innovative Preci FX drumless yarn traversing system for bobbin processing. The complete Autoconer 5 product portfolio features all machine types, for bobbin processing and for package rewinding.
Switzerland-based winding specialist SSM Schärer Schweiter Mettler AG reports the twisting machine can be run using assembled packages at 10-percent higher speed without increased end breaks because on the assembled package, the two ends lie parallel and under equal tension. SSM machines range from its basic CW2-D classic winder with drum, to the mid-level TW2-D and PS6-D models, to the top-level DP5-D with doffer.
SSM reports its precision winding maximizes density by adjusting thread distance, and enables long running intervals and high efficiency. Even tension is applied in each ply, and each yarn is tightly controlled by yarn sensors. The machine stops immediately if one ply is missing to prevent off-quality packages. The length-measuring system is accurate to within 0.5 percent, reducing downstream waste. For twisting levels higher than 280 twists per meter, assembly winding results in high quality levels and highest production speed on two-for-one equipment with up to 4-percent increased efficiency. SSM’s Digicone® or precision-winding can achieve a density up to 20-percent higher than can standard random winders.
The development of Knitting section
Knitting
Knitting is the process of looping and inter-looping or inter-meshing the loops to form a fabric. Knitting by hand is an ancient art whose actual origin is not clearly known. The advent of knitting machines enhanced the speed of production and different designs. Knitting is becoming more and more popular because of the low cost of production and also of its single stage ornamentation. There are two main kinds of knitting; One is weft knitting and the second is warp knitting. The following throws light on the developments that have taken place in the weft-knitting sector.
Creel unit
The main concern in the creel unit is the fly removal. The fly removal system, mounted at one end of the creel removes the fly, which affects the quality, which also when arising in large quantity jams the entire running of the machine. A tube is provided starting from the yarn-mounting place the wheel that feeds the threads in the formation of the cloth. This way the production quality does not deteriorate. The air is compressed for threading, and the material is bit polished, which offers very less friction that maintains thread quality.
Yarn feeder
The yarn feeder pulls out the yarn from the package and adjusts it, so that the needles are placed with uniform tension for knitting. This is the only job the yarn feeder does. It is very essential that the tension is maintained uniformly, as the length of yarn per stitch has to be unique for the whole length of the cloth. The machine has attained super efficiency with its improved feed wheel and the tensioner. The present day’s super-positive feed wheel with yarn tensioner, with a motion stopper, along with multiple looping has increased efficiency. Less or nil amount of slippage helps the cloth quality to upgrade. Latest positive feeders for circular knitting are easy to navigate, needs less maintenance and are quite durable. The whole unit is housed with a plastic cover, and is very light in weight, results in less vibration and elimination of static charge.
 |
| Yarn feeder |
Cams and needles
The heart of the knitting machine is the cams and needles. The machine efficiency looks after design and the quality of fabrication. The cam and the needle, which have been arranged as the cylinder and the dial move in unison to move the needle which makes them involved with the knitting process in more direct manner. The backup system ensures that there are almost double knitting arrangements. It makes knitting a no-trouble operation. Cam boxes that have been manufactured by Amtek, using high strength alloys, are good conductors of heat, which implies that heat is removed promptly from the system.
The needles that weave smooth patterns are very delicate in nature that can withstand certain amount of tension but not much. Designing is very important part, so that the needles work for longer. Various parameters for the making of needles to resist different fabrics are: Modern improved surface quality, head geometry, heat treatment and shape of the shank. With circular stitching styles, the bending of the needles is the main problem. The needle hooks are made circular for this kind of stitching. To increase efficiency of the needle without compromising the space for the yarn, designers have devised the cone-shaped needle hooks. The shank design holding three needles have been improved geometrically to take care of the machine vibration. A needle with special latch and extra saw slot for smooth operation with rest surface at the back of the latch, was designed by Groz Beckert who has been manufacturing needles for years. At the end of the latch there is a spring that helps regulating the tension.
Sinkers
The sliding movement provided by the sinker supports the loop. The curves have been properly designed and there is surface finish. The yarn tension is reduced with this design.
Take-down
The tension has to be almost the same everywhere throughout the circumference of the unit. There is an open-width fabric cutter and take-up with black-and-white Lycra wheels appearing gray as long as the fabric is running and clear black and white when the yarn breaks. This helps in enhancing fabric take-down performance. The centre puncturing of the roll is ceased, and the calculation is done with EPA for even take down and rolling of yarn for without a crunch for the entire width of the fabric.
Apart from the technological developments on the machine, there have been developments in the case of patter designing also. Other developments which has to be mentioned here are the Mayer and Cie’ Relanit technology. For faster change in fine gauge machines, open width take down with quality has been developed by Terrot. Four track feeders for every cam box instead of the three track feeders have been introduced by Santoni, which helps in easy cam replacement.
Wet Processing
Textile processing industry is one of the largest industrial users of process water and huge quantities of complex chemicals that are used in different stages of processing. There have been a lot environmental concerns for the processing sector in the last few years. Hence the wet processing industry of the future should be cost effective, environmental-friendly and also very gentle to the textile materials. The following will throw light on a very innovative environmental-friendly concept of dyeing, supercritical carbon dioxide dyeing.
Supercritical carbon dioxide has been tried in different areas of textile treatments and has very high potential because this dyeing medium completely avoids water pollution and use of conventional auxiliaries in dyeing as well as after treatments. The drying after dyeing is also not required. The CO2 dyeing technology is now on its way to become an industrial application. Hence, it is a new technologically profitable process.
Supercritical fluid
Supercritical fluids are advantages in textile processing as they combine the valuable properties of both gas and liquid. The solvating power of supercritical fluid is proportional to its density, whereas its viscosity is comparable to that of a normal gas. Such a combination leads to highly remarkable penetration properties. The increased power of solvation with the increase in density is desirable in the dyeing process as it has a decisive effect on the dissolution of disperse dye in the supercritical carbon dioxide medium. The following is the phase diagram for CO2.
Further increases in pressure, for example, will greatly increase the dielectric constant of such system, thus imparting dissolving powers even to a system that under normal condition of p and T has almost none.
Reasons for selecting CO2

Carbon dioxide is the best choice. It is non-toxic; It is used in the food and beverage industry; It is inflammable; It is supplied in large amounts either from combustion processes or volcanic sources without the need of producing new gas and it can be recycled in a closed system. Carbon dioxide is frequently used as a solvent because of its special and unique properties;
- Virtually inexhaustible resources (atmosphere, combustion processes, natural geologic deposits).
- Since carbon dioxide is a constituent of natural metabolic processes occurring in the biosphere it is consumed by assimilation and is returned to the natural circuit by dissimilation. It is not only biodegradable as nutrient promoting the growth of plants, but is an essential element of natural processes.
- Carbon dioxide does not affect the edibility of foodstuffs and will only have toxic effects at extremely high concentrations.
- It is produced on the commercial scale and is readily available together with the necessary logistics.
The machine is an extraction plant modified for processing with the supercritical fluids. In contrast to conventional extraction plants the dyestuff are applied to the substrate instead of being removed, ie, the fluid will have to be loaded with dyestuff prior to coming in contact with the goods to be dyed. This can be done in two manners;
1. The dyestuff is filled into the pressure vessel in defined quantities. The dyestuff is filled into an additional small autoclave in the desired (surplus) quantity regulating the carbon dioxide content via, pressure, temperature and/or flow control instruments. The absorption of the dyestuff by the fibre, ie, the diffusion into the inner parts of the fibre, has to meet high levelness standards. The necessary convection of the liquor can be achieved by an agitator within the dyeing autoclave or by moving the substrate.
2. Another option is to penetrate the goods, either by the circulation of the liquor or by utilising the current produced by continuous replenishment of carbon dioxide.
In the latter case, the flow of replenished carbon dioxide will have to be continuously loaded with dyestuff. Residues of dyestuff or fibre admixtures to be extracted prior to dyeing will be collected in a conventional separator. The separation of phase will in this case be initiated by expansion or by raising the temperature.
Dyeing apparatus
An apparatus for dyeing in supercritical carbon dioxide consists of a temperature controller, a vessel heater which surrounds the vessel, a stainless steel dyeing vessel of 50 ml capacity (with a quick release cap), a manometer, a Varex HPLC carbon dioxide pump and a cooler for cooling the head of the carbon dioxide pump. The apparatus was pressure-tested for use up to 350 bars and 100°C. A side arm connects the top and the bottom of the cell outside the heater to allow the supercritical carbon dioxide to circulate by thermal convection.
Procedure for fabric dyeing with SC-CO2 method
The fabric sample to be dyed (size = 10 to 25 cm) is wrapped around a perforated stainless steel tube and mounted inside the auto clave around the stirrer. Dyestuff without auxiliary chemicals was placed on the bottom of the vessel and closed & purged with gaseous CO2 and preheated. On reaching working temperature CO2 was compressed to the working pressure under constant stirring. Pressure maintained during the dyeing period of 0 to 60 min and afterwards the fabric is rinsed with acetone to remove residual dyestuff. The technical parameters of the dyeing procedure is given below:
| Table 1 | ||
| Description | Actual used Capacity | Maximum Capacity |
| Pressure | 250 bar | 500 bar |
| Temperature | 103” C | 350” C |
Procedure for yarn packages with SC-CO2 method
Dyeing temperatures and volume flow rates are similar to the conventional dyeing methods, but the advantage here is that the actual dyeing time requires is less. The procedure of the yarn package dyeing is given below.
Table gives an actual comparison between the conventional dyeing procedure and the supercritical CO2 procedure.
Dyeing temperatures and volume flow rates are similar to the conventional dyeing methods, but the advantage here is that the actual dyeing time requires is less. The procedure of the yarn package dyeing is given below.
Table gives an actual comparison between the conventional dyeing procedure and the supercritical CO2 procedure.
| Table 2 | |
| Super Critical CO2 Dyeing | Conventional Dyeing Procedure |
| No waste water. Dye remains as powder. No need for dispersing, levelling agents | High volumes of waste water with residual dye and other process chemicals |
| Only 20% of the energy requirement | High energy requirement |
| Only 2 hours’ time is required for dyeing | Dyeing, washing, and drying time is around 3-4 hours/batch |
Advantages of supercritical CO2 dyeing
- Contaminated wastewater streams and other effluents are not produced.
- Dispersants are not required to solubilise a disperse dye in water.
- Solubility is controllable by pressure, allowing control of the dyeing intensity and colour.
- Diffusivities in the fluid are higher, making mass transfer in the fluid faster.
- Take up of carbon dioxide by the polymer fibre causes it to swell slightly giving faster diffusion within the polymer.
- Viscosities are lower making the circulation of the dye solutions easier.
- Penetration of voids between fibres is fast because of the absence of the surface tension and the miscibility of air with carbon dioxide under pressure.
- No preparation of processing water (by desalting).
- Low energy consumption for heating up the liquor. Energy preservation because drying processes are no longer required (conventional dyeing processes consume about 3,800 kJ per kg of water evaporated).
- No air pollution due to recycling of the carbon dioxide (the gas is not contaminated by the processes).
- Substantially shorter dyeing times.
- No chemicals such as levelling agents, pH regulations etc, have to be added.
- No need for auxiliary agents, disposing agents, adulterants, etc.
- For polyester, no reduction clearing is needed.
- Higher diffusion coefficients lead to higher extraction or reaction rates.
Though there are some disadvantages in this kind of dyeing method, like high pressure requirement for dye solubility, impact of dyeing machine weight on the circulation etc, research work is going on to make them completely viable in the process industry. The supercritical system is also being tried with ammonia for application in mercerizing process.
The textile industry is developing rapidly and newer and newer technologies are introduced day by day. The only formula for survival is encapsulating those innovations into the manufacturing process and making the best of use it for increasing the productivity, and quality.
Note: There slightly disadvantages
Reference:
The textile industry is developing rapidly and newer and newer technologies are introduced day by day. The only formula for survival is encapsulating those innovations into the manufacturing process and making the best of use it for increasing the productivity, and quality.
Note: There slightly disadvantages
Reference:
- http://www.indiantextilejournal.com
- http://www.textileworld.com
- Editor’s Note: William Oxenham, Ph.D., is associate dean for academic programs at North Carolina State University’s
- Department of Textile and Apparel Technology and Management, Raleigh, N.C. Oxenham received both a B.Sc. and
- Ph.D. from the University of Leeds, England, and is regarded as an international expert in the area of yarn manufacturing








No Responses to "Recent Developments in Spinning, Weaving and Wet Processing Industry"